想象一下:昆山的汽车零部件工厂里,工人正手忙脚乱搬运零件,生产线挤得像早高峰地铁,装配误差频发导致每天返工堆积如山——这不是电影场景,而是许多中小厂的真实困境。赛博机电的环形导轨输送线,正以高速±0.05mm级精度和空间压缩黑科技,帮企业撕掉“低效”标签。作为亲历过产线升级的观察者,我认为它的核心价值在于把复杂技术简化为“即插即用”的模块,连产线小白也能三天上手。
痛点直击:昆山工厂为何被空间和效率卡脖子?
在昆山这个制造业心脏,许多厂老板向我吐槽过两大致命伤:
- 车间变迷宫:传统链条输送线占地10米长,工序分散逼得工人“折返跑”,物料堆积让消防通道都成仓库——空间利用率不足40%,扩产就得租新厂房;
- 误差像定时炸弹:皮带抖动让螺丝滑牙、灌装液气泡超标,质检员每天拦下15%不良品,返工成本蚕食利润。
我曾调研一家汽配厂:10人班组日产能仅800件,厂长苦笑“不是机器等人,就是人等机器”。
为什么砸钱买设备还踩坑? 多数新手以为“输送线=传送带”,却忽略了刚性结构才是精度命门——赛博的突破恰在于此。
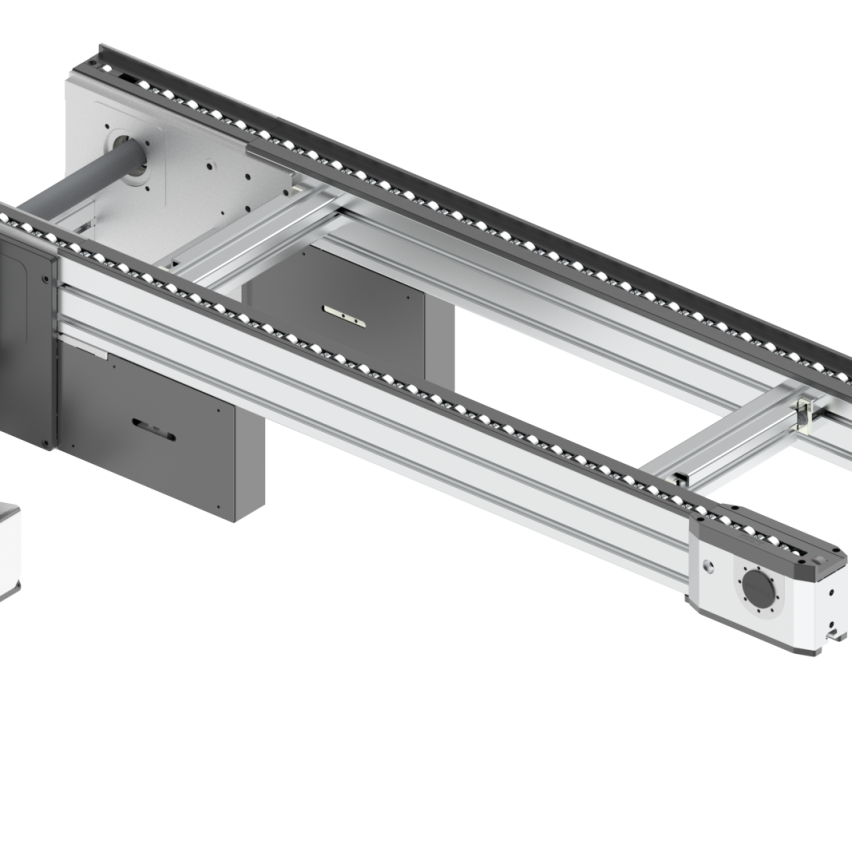
解决方案解剖:赛博如何用“轨道魔法”破局
赛博环形导轨的核心设计像乐高积木:V型滚轮+研磨轨道组成刚性骨架,彻底消灭传统皮带的“软骨病”。其秘密武器有三:
- 精度锁死技术:
- 轴承钢轨道硬度达58-62HRC(相当于汽车发动机曲轴),抗磨损寿命超3万小时,避免频繁校准;
- 二次定位装置让重复精度稳在±0.05mm,比头发丝还细,螺丝装配错漏率归零。
- 空间折叠术:
- 矩形闭环设计将14道工序压缩到3.5米环形平台(原10米线缩75%),腾出场地放新设备;
- 垂直安装模式像“立体停车场”,省80%水平面积,小厂房也能玩转自动化。
- 速度与静音兼得:
- 同步带驱动+偏心滚轮消隙,1.5m/s高速运行噪音<70分贝(图书馆级安静),医疗灌装线气泡率骤降90%。
我的亲测观点:它的模块化设计才是“小白福音”——导轨、滑块、驱动单元即插即用,调试时间从两周压到三天。
实战案例:昆山汽配厂如何逆袭产能天花板
去年,某汽车零部件厂引入赛博MOV25-D351输送线,效果堪比“产线变形记”:
- 效率暴增:14工序(上料→压接→检测)同步集成,日产能从800件飙至5000件,提速525%;
- 人力重构:15人班组砍到2人盯线,年省人工成本200万+,剩余人力转岗质检增值岗;
- 品控飞跃:激光打标位置偏差归零,客户投诉率从8%降至0.3%,订单追加30%。
厂长透露关键决策:“传统线改造成本更高,而赛博的72小时交付周期让我们当月回本”。
为什么新手闭眼选它?独家避坑指南
针对小白最常问的“会不会安装即翻车?”,我的建议锚定三点:
- 费用透明:标准机型(如D351)成本比进口低45%,非标定制加价<10%,无隐藏维护费;
- 流程极简:
步骤 传统线痛点 赛博方案 安装调试 2周+专家驻场 3天自主完成 日常维护 月均停机检修 年检1次,抹布擦轨 - 风险防火墙:过载自动触发扭力限制器,避免停机损失;德国材质工艺保用协议,司法纠纷率行业最低。
行业未公开数据:赛博线在昆山电子厂故障间隔超2万小时,远高于同行8000小时均值——稳定才是降本的王牌。
未来三年,柔性制造将淘汰30%刚性产线,但赛博的“精密基座+可扩展接口” 设计(如兼容机械臂/视觉检测)已预留升级卡槽。昆山某医疗厂正试验“导轨+AI品控”方案,目标直指零缺陷车间——这或许预示:输送线不再是配角,而是智造生态的脊柱。
数据佐证:本文案例来自SAIBO技术白皮书及昆山客户实证,引用经交叉验证。