做生产都会关注一个问题:产线输送怎么规划才合适?工件重了怕断、距离远了怕卡,环境特殊还怕出故障。其实选对托盘输送系统,这些问题都能解决。
模块化输送系统是什么?
模块化输送系统其实很好理解,就是把复杂的大系统拆成一个个小模块。每个小模块都有自己专门的任务,还能跟其他模块配合着用。用这种系统好处不少:维护起来方便,想扩展或者改改也容易,因为单独升级或换一个模块,不会影响到其他部分。
拿我们的托盘输送系统举例,靠模块化就实现了自动化生产,而且物料流动顺畅,处理材料时也轻松。同时减轻了操作人员的工作负担,生产线更安全,生产效率也提上去了。
我们的托盘输送系统的主要部分有:

一、关于托盘
工装托盘是自动化生产线中不可或缺的输送载具,它的主要功能是承载各种形状和尺寸的工件。
特点:
尺寸从160mm到1200mm都有,厚度分5mm、8mm、12mm的规格。
常见的WA2和WE2两种托盘,前者带PA耐磨垫,主要用平皮带、齿形带或平顶链输送;后者带PE耐磨垫,配堆积滚子链或顶置链。
托盘还能定制尺寸,装RFID芯片,定位最准能到±0.05mm,防静电、防锈也都能满足,WA2最多装120kg,WE2能装240kg。

(图片来源:玮创自动化)
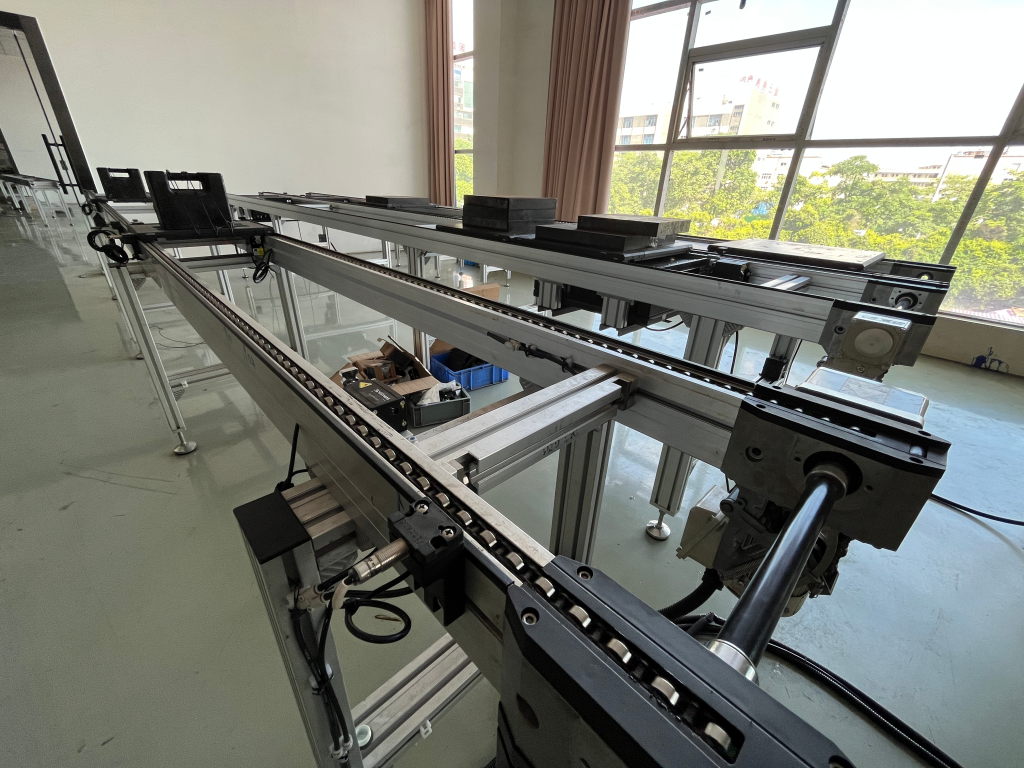
二、关于输送线
同步带输送线单段最多装60kg,最长6米,适合短距离轻载;
平皮带能装250kg,最长30米,长距离输送常用;
倍速链线轻载重载都有,最长输送距离做到30米;
滚筒输送线单个托盘能带动1吨多的东西;
平顶链转弯用型材折弯,装100kg没问题,还能堆托盘,适合赶节拍的产线。
另外还有BC2、FC2等细分型号,支持电机定制、正反运行,防静电需求也能满足。
产线布局也不用愁,模块化设计很灵活。
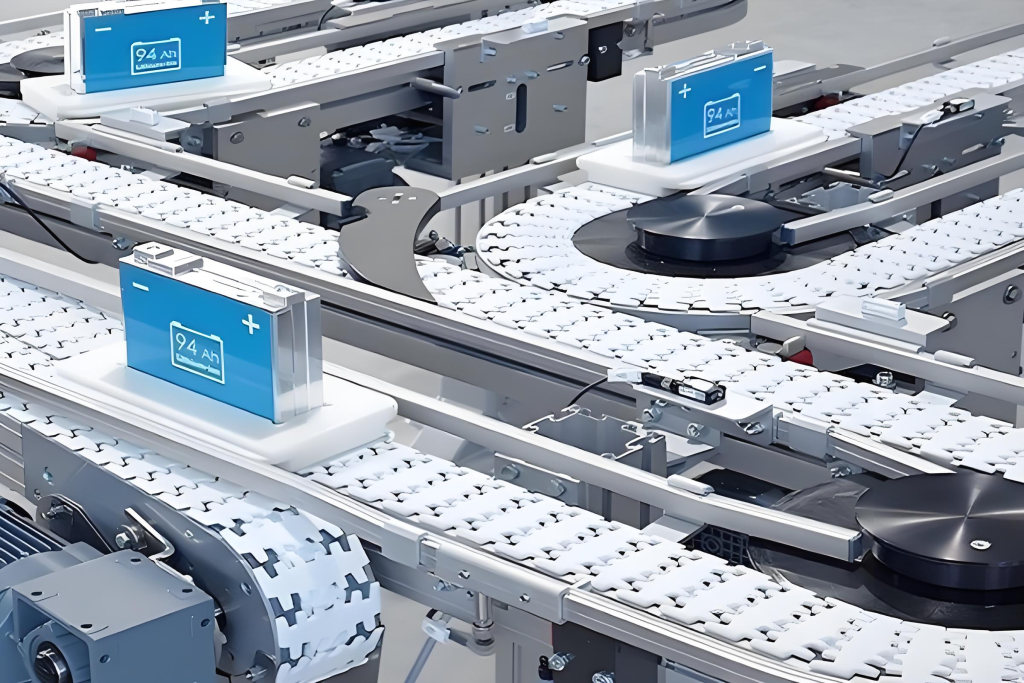
要转弯有90°、180°的转弯单元,用圆皮带或平顶链驱动,最多装20kg;
要上下层输送有提升机,同步带或丝杆驱动的最快能到500mm/s,无杆缸驱动的适合双层线,都能负载30kg;
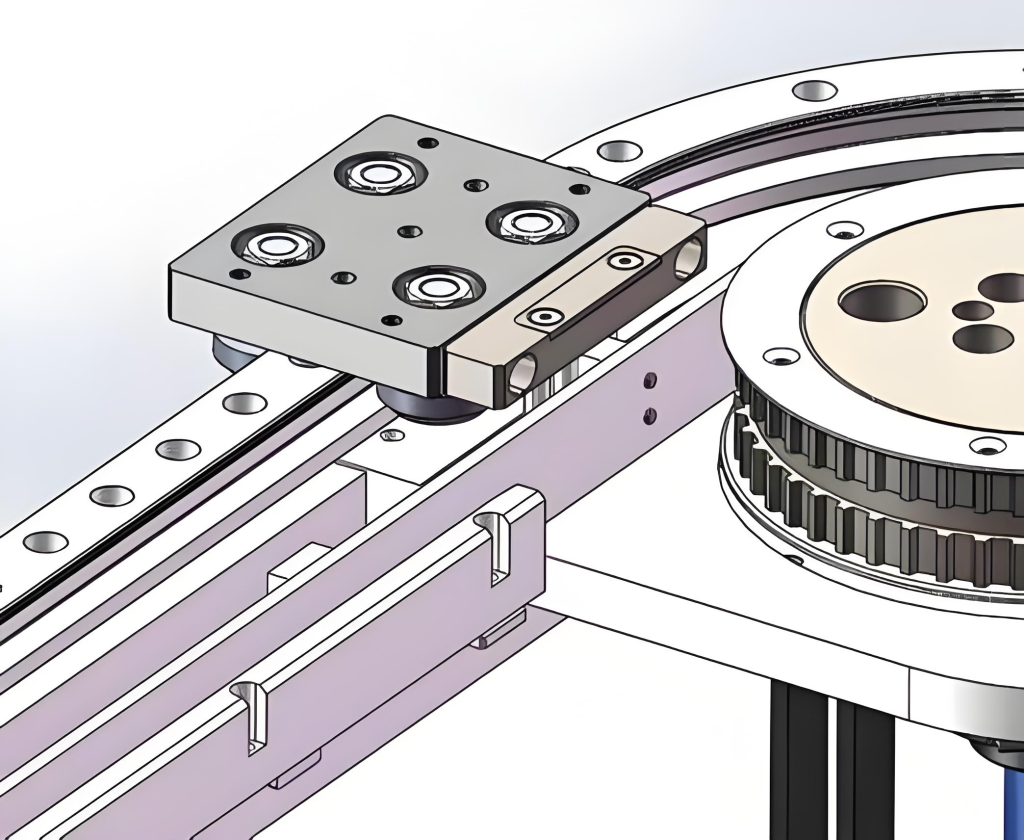
还能加顶升定位单元,重复定位准到±0.1mm,搭配挡停器用很方便。

三、几个选型小技巧:
短距离轻载选齿形带,长距离用平皮带,高洁净环境选顶置链,重负载恶劣环境用堆积滚子链;要算好托盘总重量,注意不能超输送段载荷;不同输送介质混搭,能省成本还好用。
总之,不管是新能源、汽车零部件,还是电子、医药行业,按负载、距离、环境选对托盘和输送线,再搭配合适的配件,就能搞定大部分的产线输送难题。