在锂电池电芯生产过程中,高效的输送系统至关重要,它能保障生产流程顺畅,提升生产效率与产品质量。而锂电池电芯生产过程中主要采用物理接触式输送(用于电芯本体或辅料输送) ,包括以下几种输送系统类型:
带缓存功能的托盘输送系统
- 结构组成:带缓存功能的托盘输送系统组成丰富,包括多层主 / 支输送线、层间升降机、托盘定位机构、组装上料机构等。
- 工作流程:空托盘自支输送线的空托盘层,经层间升降机进入满托盘层,托盘定位机构对空托盘实施定位,下料机将电芯置于空托盘内形成满托盘,随后满托盘被转移至主输送线,再由主输送线将满托盘转移至组装上料机构进行上料、组装,有效保障电芯组装工序的高效、稳定运行。
- 主要作用:它能将不同类型的电芯通过托盘输送至组装工序段。拥有四层线体,赋予其空托盘和满托盘的缓存功能,当设备出现故障或生产环节出现短暂停滞时,缓存功能可保证生产的连续性。


空中物流输送系统
- 结构组成:空中物流输送系统由调度控制系统、滚筒输送机、提升机、顶升移栽机、旋转台、输送托盘等构成。
- 工作流程:物料在拆包间装入托盘后,经架高线主线输送至支线,再通过提升机下降到地面层对接设备或人工工位,而空托盘经提升机返回主线回流,优化了辅料的输送流程,提高了生产自动化程度。
- 主要作用:将电芯装配辅料,如隔离膜、顶盖、铝壳等,通过空中输送线从拆包间送至洁净房,实现自动上料及与后工序设备的无缝对接,避免辅料在地面传输可能受到的污染,确保辅料洁净输送。
中段物流输送系统
- 结构组成:中段物流输送系统包含调度控制系统、双层物流线、循环升降机、托盘逃生门、顶升平移机构、电芯摆渡机构等。
- 工作流程:输送线等机构通过调度系统与各锂电单机进行数据交互,实现生产能力的匹配,满足电芯高效流转组装。
- 主要作用:实现电芯在单机设备间的流转输送、上下料对接及工序间缓存。通过调度系统与各设备实时交互数据,根据设备的生产能力和生产节拍,精准匹配,确保电芯在不同工序间的高效流转,减少电芯在工序间的等待时间,提升整体生产效率,是电芯生产过程中连接各关键设备与工序的重要输送纽带。

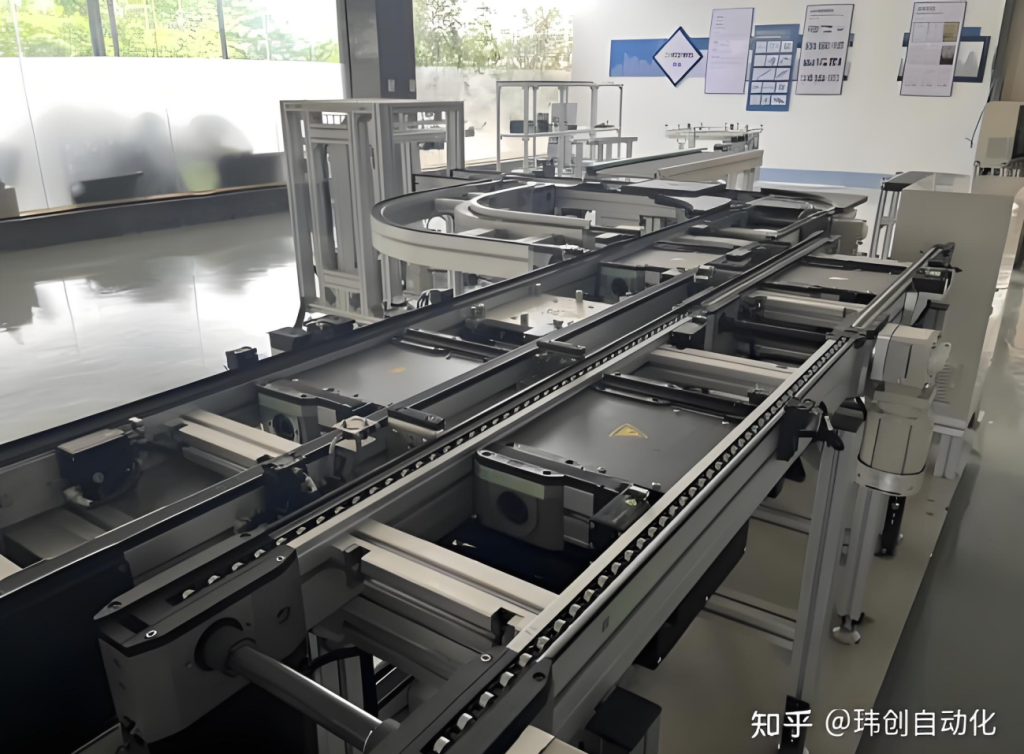
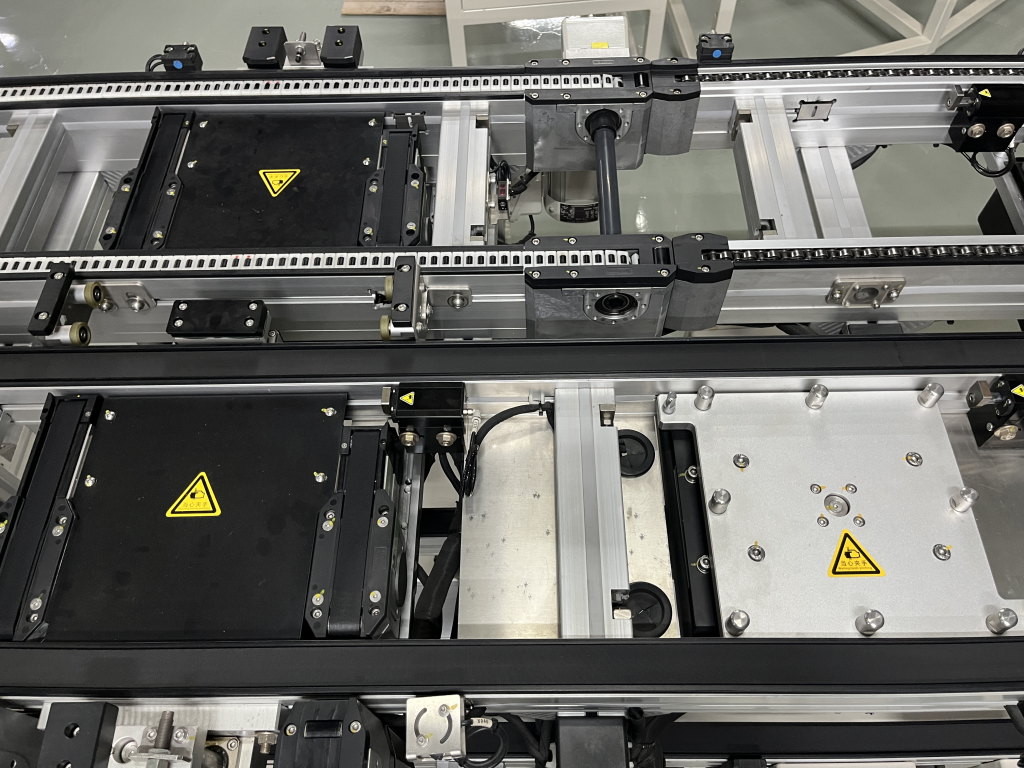
基于磁悬浮的输送系统
- 结构组成:基于磁悬浮的输送系统由电芯输送载具和磁悬浮输送线等组成,电芯输送载具包括座体、承托结构和夹持机构。
- 工作流程:工作时,电芯固定在输送载具上,载具沿磁悬浮输送线移动至相应加工工位,且载具的安装座可向上活动,使电芯靠近加工设备进行生产加工。
- 主要作用:无需对电芯进行复杂的取料转移操作,大大提高了电芯在加工过程中的定位精度和输送效率,减少了电芯在传输过程中的震动与损伤,适用于电芯的高精度加工环节。
总之,锂电池电芯生产中的这些输送系统各具特色与优势,企业可根据自身的生产工艺、生产规模以及产品特点等多方面因素,合理选择与组合应用,以构建高效、稳定、智能的锂电池电芯生产输送系统。