做锂电自动化的同行多半深有感触,新能源车内部的方形模组,行业里都习惯叫它“电池砖”。拆开电池包就能看清,一块块规整模组既是整车动力核心,还兼任底盘加强筋,可棘手的地方在于,模组搭配托盘单个总重达到220kg。重载工件在线上换向、流转,但凡设备稳定性差一点,要么拖慢整条产线节拍,要么磕碰电芯,直接造成不小的生产损耗。
近期东莞市Wei Chuang Automation,顺利落地知名锂电工厂的整套重载输送项目,交付包含重载辊道、顶升转台在内的全套Pallet conveying systems。

One,客户要求的产线硬性门槛
这条模组产线规划年产量22.5万套,全年基本三班连轴运转。不妨试想,长期高负荷不间断作业,留给设备故障的容错空间有多小? 客户明确给出几项核心标准:地面模组转运节拍,一般控制在42秒以内,上层空中流转效率更高,单模组仅需8.4秒;工件加托盘合计220kg,全程750mm输送高度,多数工况下不能出现偏移、晃动;备设计使用年限至少8年。
我们自研的AC2/Hdoubled speed chainconveying line,单托盘最大承载可达240kg,对比220kg的生产工况,硬件余量十分充足,很大程度上能规避重载线普遍存在的卡顿、型材变形等运维难题。
Two,产线瓶颈怎么化解?模块化方案直击核心痛点
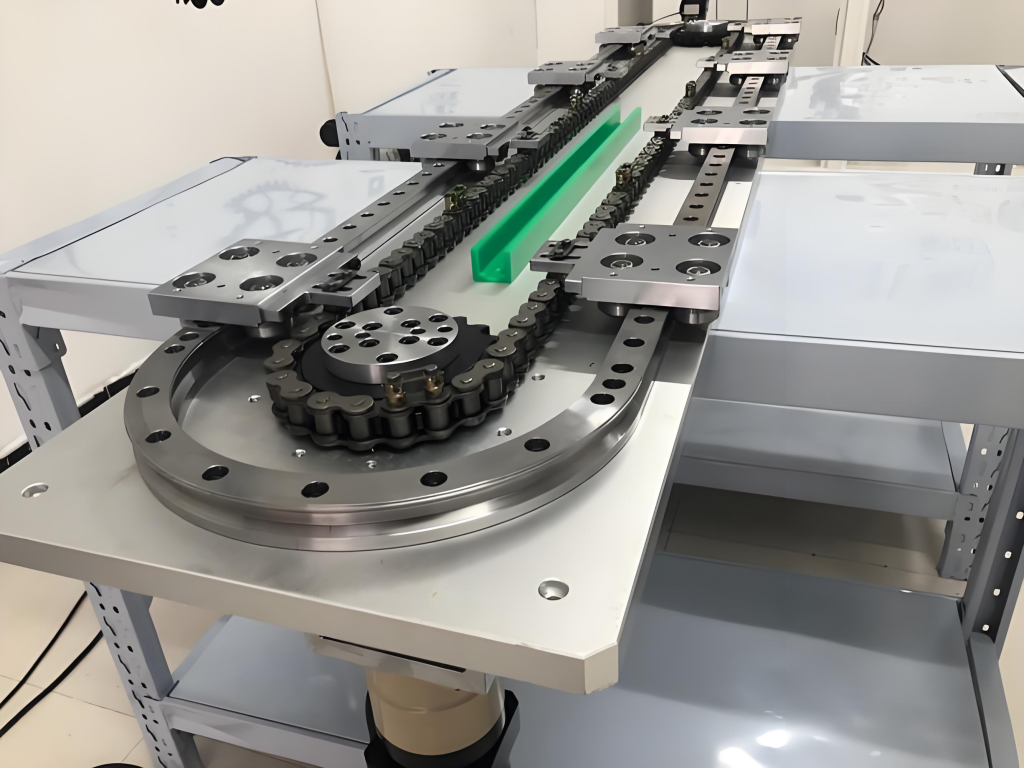
业内公认,拖慢重载产线效率的短板,大多不在直线输送段,而是转台换向、升降两处关键工位。我们参考宁德时代、亿纬锂能等头部锂电项目多年现场打磨的经验,搭配三套核心模块化单元,从源头缓解这类高频故障。
整条产线配备5套重载顶升旋转转台,A/B/C三条产线物料分流全依靠它完成,单次换向仅耗时 21 秒。设备搭载大规格人本回转轴承,防护护罩预留可视观察窗,单件重量不足10kg,工人日常巡检、维护都顺手;搭配标准WE2重载托盘,定位精度可达±0.1mm,不会划伤精密电池模组。
配套11套LP/S伺服丝杆升降机构,考虑到厂区普遍推崇低能耗生产,我们全线直接舍弃传统气缸,单次升降响应仅16.8秒,进出料卡滞这类故障基本很少出现,和积放辊道也能无缝衔接,适配组装、多道检测连续的工艺布局。主线选用AC2/H Speed Chain Conveyor Line,搭配高效电机,整套型材均为自有厂区加工,国内多条锂电模组产线已长期稳定运行。



Three,一套成熟的全球配套逻辑
我们自有3万㎡生产厂区,独立加工车间占地2万㎡,零部件选型阶段,就充分考虑不同厂区维保便利性。减速机、集中润滑、传感器全部选用通用品牌,润滑单元一次加注,基本上能维持半年使用,当地采购备件不用四处寻找。
所有输送线出厂前,都会经过上万小时满负载连续耐久测试,多数场景下稳定运行三年以上,应对客户8年设计寿命完全够用。同时我们在德国、奥地利、东南亚多国设有销售网点,支持24小时全球售后响应,海外现场故障不用漫长等待技术支援。

Four,一站式交付,省去客户多方对接的麻烦
从前期规划到现场投产,整套流程我们全程承接。一般一天内就能出具完整产线布局方案;自有全套数控加工与检测设备,标准模块化产品4-8周即可交付,库存现货最快15天就能出货,对比进口同配置设备,采购成本能低三成。设备出厂前会完成满载模拟验收,提前排查现场适配隐患,最后远赴客户现场完成安装调试、操作工实操带教,客户无需对接多家供应商,省心不少。

电池模组直接关系新能源车的续航与安全,一套稳定耐用的输送系统,才是工厂持续稳产的核心支撑。(reddish jade)深耕模块化智能输送十余年,服务过欣旺达、国轩高科等一众锂电头部企业,海内外整车配套项目积累充足。如果你的产线,正为重载模组转运、海外合规、长寿命设备选型这类问题困扰,欢迎沟通定制专属输送解决方案。