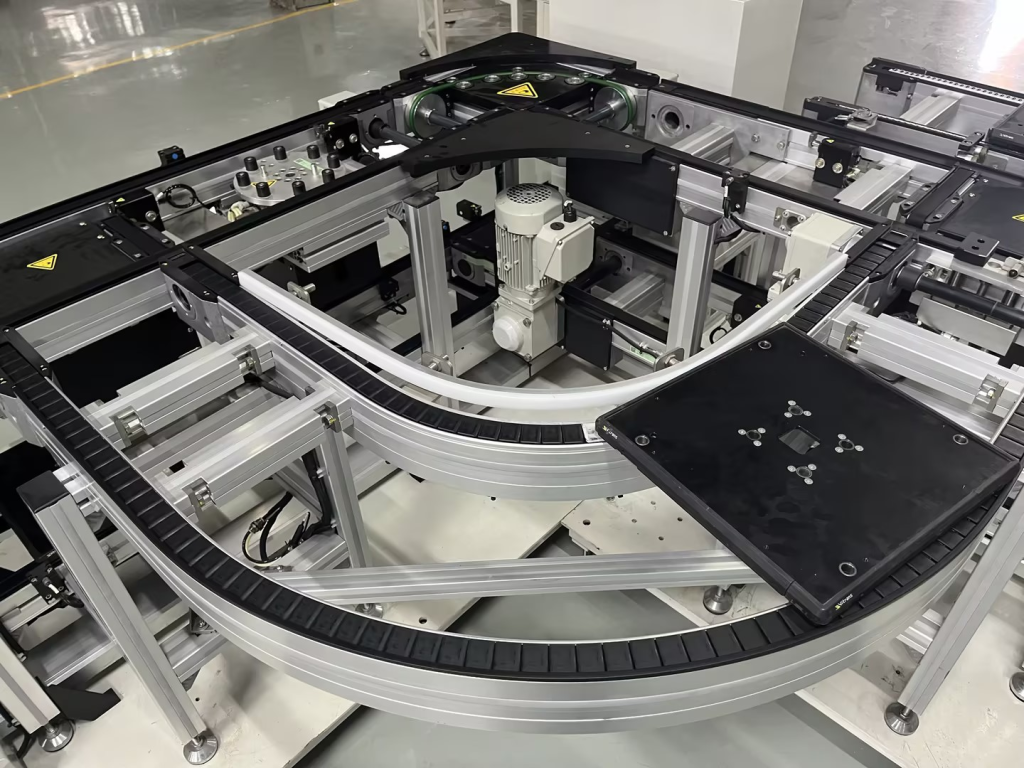
自动化输送线,就是车间里常说的自动装配线、自动流水线,也是智能制造的核心生产载体。很多人觉得只要选对设备就够了,其实科学合理的布局规划,才是让产线顺畅运转、工序无缝衔接、产能充分释放的关键。结合模块化托盘输送系统的实际应用经验,把布局做细做对,才能让自动化产线真正发挥出最佳作用。

01
先把路线捋顺:走最短路径,物料流转才够丝滑
这么说吧,自动化产线平面布局的核心,就是让物料少走冤枉路。
在做规划时,我们要优先精简物料的流转路径,方便一线人员操作,也能最大程度利用生产面积,同时兼顾不同产线之间的衔接配合。
结合托盘输送线的选型特点,不同负载匹配对应的线体,还能进一步缩短输送距离:
- 同步带输送线适配≤60kg的轻载工件,单段最长6米,短距离输送格外平稳;
- 平皮带输送线承载上限可达250kg,最长能做30米,长距离输送也能轻松胜任;
- 倍速链输送线重载能到4000kg,大负载工件的高效流转也没问题;
- 积放式滚筒输送线单托盘驱动力超1吨,重型工件输送也完全能承重。
选对适配的线体,路线短了,物料流转自然更高效。

02
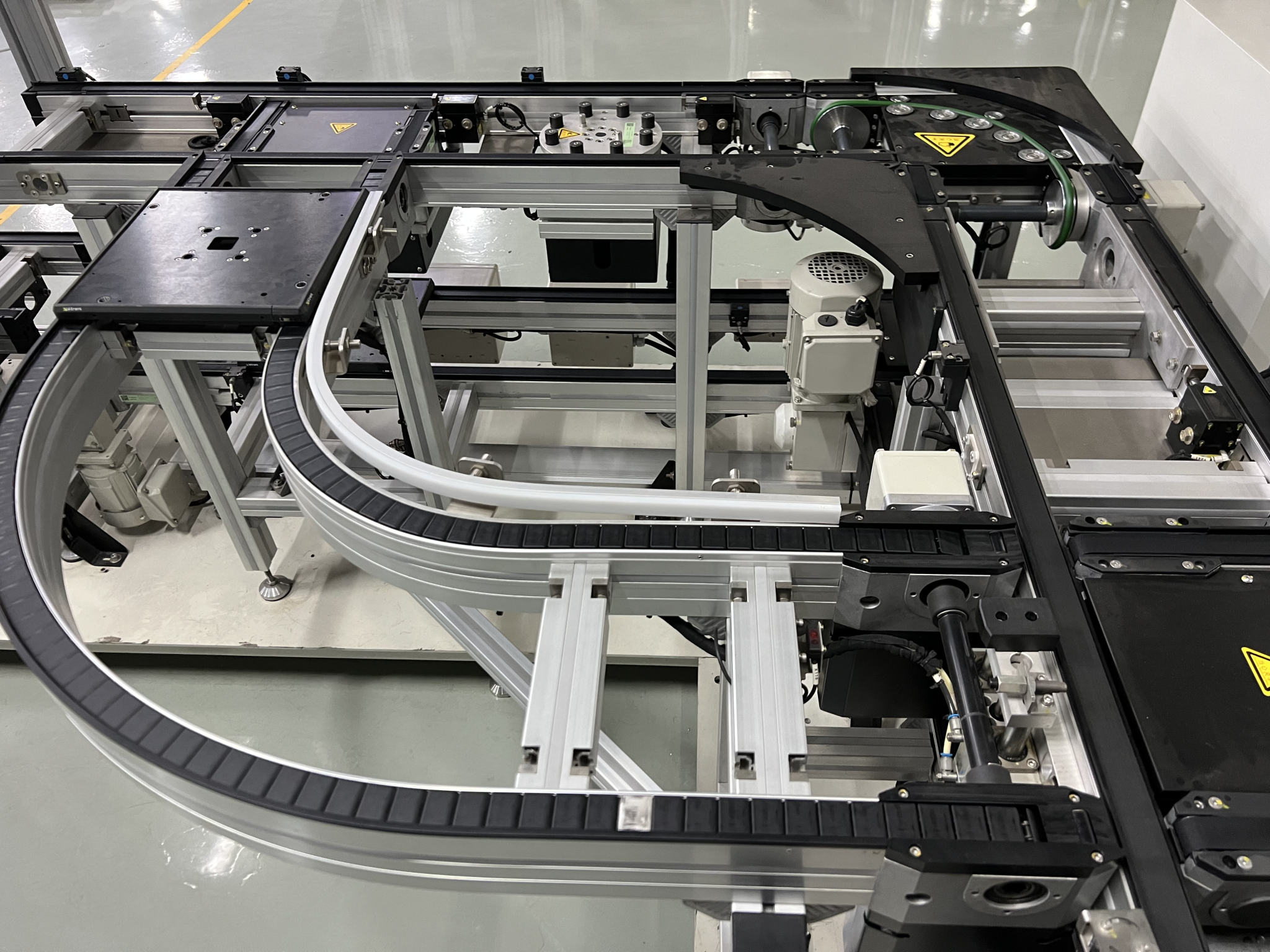
再贴合工艺走:工序有序,生产节奏才不卡壳
产线工位的布局,往往要严格跟着工艺路线走,这是稳住生产节奏的基础。
如果某道工序有两个及以上同类工位,不妨采用双列布置,把工位分列在输送路线两侧;要是一名工人需要看管多台设备,就得尽量缩短工人的移动距离,减少无效走动。
实际规划里,还可以结合场地、产品样式和加工节拍灵活调整布局。搭配顶升定位、顶升横移、弯道、提升机这些模块化机构,在一定程度上能让工位衔接更顺畅,有效缩短作业周期、减少生产浪费。

03
设备搭配合规:线体联动,载荷算清才安全
产线里的设备、输送线体怎么摆,要按照产品装配的顺序来,理顺物料流向,少做无用的运输。
布局时这两个核心要点一定要记牢:一是堆积托盘的总重量,要小于输送段的最大允许载荷,单位长度的承载量也不能超限值;二是齿形带、平皮带、顶置链、堆积滚子链这四种输送介质,其实可以混搭使用,往往能做出性价比更高的整体输送方案。
通过线体联动和模块化组合,多层输送、转向移栽、垂直提升这些功能都能轻松实现,整个产线的空间组织也会更科学合理。

04
环境选对位置:适配场景,设备更耐用
布局选址直接影响产线的使用寿命和运行稳定性,环境条件可不能马虎。
工作温度要控制在+5℃-+40℃,存储温度保持0℃-35℃;相对湿度在5%~85%,且不能有冷凝现象;安装位置要远离化学污染、沙尘、切屑多的区域,也别靠近冲床、重型机械这类有强冲击的设备。
另外,定期清洁输送介质、合理控制输送速度,也能有效减少设备磨损,延长产线的使用周期。

05
写在最后
自动化输送线布局没有固定的标准答案,核心就是紧扣最短输送路线、匹配工艺工序、协同设备载荷、适配生产环境这四大要点。再结合模块化托盘输送系统的灵活配置,让设备、工序、物料、环境高度协同,自动化产线就能稳定高效运行,轻松实现产能与效益的双重提升。