汽车总装,是整车制造的最后一道工序,也是决定车辆安全性、舒适性与使用寿命的核心环节。把上千种零部件、总成按技术标准组装、调试到位,才能造出合格的整车。如今新能源汽车快速普及,产能与精度要求不断提高,传统人工搬运、简易输送的模式,早已跟不上生产节奏。托盘输送系统作为自动化产线的核心装备,正在成为汽车制造装配环节的刚需选择,实实在在助力产线升级。

一、汽车装配的老难题,传统模式真的扛不住
汽车制造行业汽车总装和零部件装配,本身就有很明显的特点:零部件种类多、数量大,负载跨度大,对装配精度的要求也格外高。不管是货运车的车架、发动机、驾驶室,还是新能源汽车的电芯、模组、PACK,都需要稳定、精准的流转支撑。
在很多车间里,老模式的痛点一直很明显:人工转运定位不准,很难保证零部件的配合精度,影响整车质量;人工搬运效率低,工序容易堵点;重载部件转运时,还容易出现磕碰、偏移;遇到车型迭代、产能调整,产线改起来又慢又麻烦,耽误生产进度。

二、托盘输送系统,在汽车产线里到底怎么用?
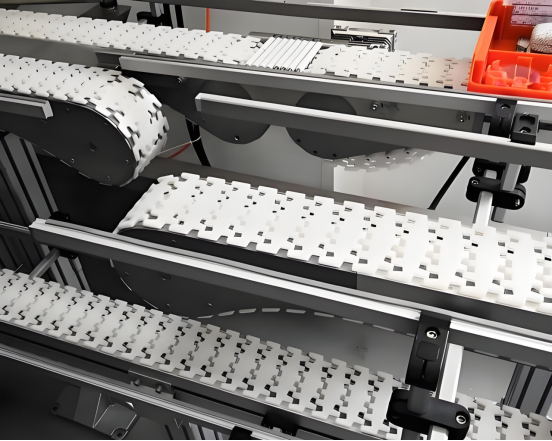
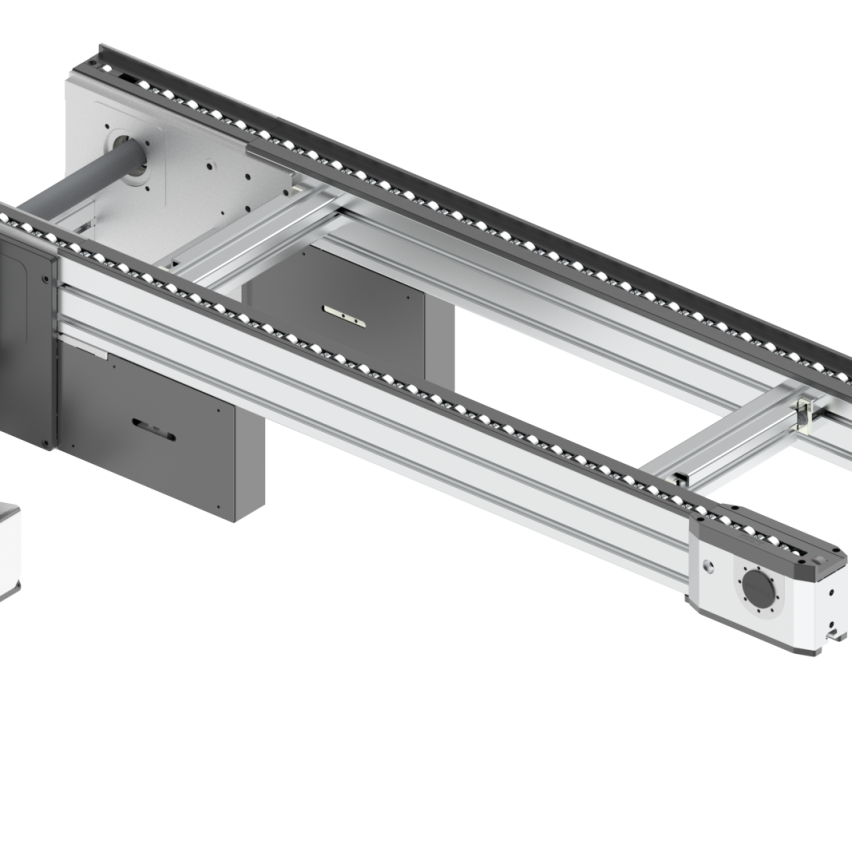
这么说吧,托盘输送系统以标准托盘为载体,搭配倍速链、滚筒、顶升、旋转等模块,在汽车制造的关键场景里,都能发挥大作用。
1、核心零部件装配,精准又顺畅
汽车电驱、电机铁芯、减震器这类精密部件,对输送要求很高。比如汽车电驱组装段,用倍速链输送线,线体总长能做到30米,单托盘最大负载约60kg,工件放上去不晃不偏,装配定位特别准。电机铁芯装配则用环形输送布局,搭配小规格托盘,小件组装也能稳稳完成。
2、新能源电池生产,重载也能扛
电池 PACK、模组、电芯都是重载件,对输送稳定性要求极高。电池PACK测试线用积放式滚筒输送线,单托盘负载能达到450kg,还集成了顶升定位、横移、旋转等功能,21个工位的装配与测试,不用人工搬运转运。模组组装线用重载倍速链,300kg负载也能平稳运行,全程不出错。
3、高温与长距离场景,适应性更强
电机组装、灌胶、烘干等工序,环境温度能达到150℃,托盘输送系统用耐高温倍速链结构,在高温下也能稳定工作。像小米、福特的电机装配线,线体最长250米,采用并列皮带布局,长距离流转依旧顺畅,不卡顿、不跑偏。

三、用了这套系统,车企能得到哪些实在好处?
真正香的地方在于,托盘输送系统不只是一套设备,更是解决车间痛点的实用方案。
- 装配精度有保障,整车品质更稳 标准化托盘搭配精准定位单元,能把零部件的相对位置、配合精度控制到位,从源头减少装配误差,车子的安全性和耐用性自然更有保证。
- 负载覆盖广,多数场景都能用 从25kg的精密小件,到450kg 的重载电池组件,不同规格托盘都能适配,燃油车、新能源汽车的生产需求,基本都能满足。
- 搭线改线灵活,不耽误生产 模块化的设计,能快速完成产线布局设计,4-8周就能交付使用。车型更新、产能调整,想加工位、改布局都很方便,不用长时间停线改造。
- 用着省心,成本也更划算 设备一般能稳定运行3年以上,故障率低;价格比进口品牌低30%以上,还能24小时响应售后,省钱又省心。

四、落地效果看得见,车间运转更高效
在实际应用里,托盘输送系统的优势一眼就能看出来。比如汽车零部件全自动装配线,能实现 PCBA 装配、碰焊、灌胶、烘干、冷却全流程连线,整线节拍只要 15 秒。多层线体搭配升降机,还能节省车间空间,工序衔接无缝顺畅。
对比以前人工跑、搬、等,手忙脚乱的状态,现在机器自动送、自动转、自动回,流程整整齐齐。不仅生产效率大幅提升,还减少了人工依赖和物料损耗,装配流程更规范,质量也更可控。

结语
汽车制造的自动化升级,说到底就是把装配环节做精、做顺、做稳。托盘输送系统精准匹配汽车总装、零部件装配、新能源电池生产的核心需求,既能保障装配精度、夯实整车质量,又能提升效率、降低成本,是汽车产线升级的靠谱选择。
随着汽车行业不断向智能化、规模化发展,托盘输送系统也会持续发挥价值,为车企的提质增效、自动化转型提供扎实支撑。