走进多数汽车零部件生产车间,很多工厂负责人都会遇上相似的烦心事。近些年整车电动化提速,客户订单慢慢转向多品类、小批量,过去沿用多年的老式装配线,渐渐跟不上生产节奏。

一、行业困局如何破解
产线一改型号就要全线停工调试,单层排布硬生生占满大半厂房,空托盘来回转运还要专人跑腿;遇上电驱、电池模组需要150℃高温烘烤的工序,普通输送设备故障率居高不下,无形中处处吃掉产能与利润。
不少人心里都在琢磨:有没有一套性价比合适的改造方案,既能盘活现有场地,又能稳步拉高产能?深耕自动化输送十余年的玮创自动化,依托欣旺达动力电池PACK、小米电机等落地项目,用一套倍速链流转 – 人工装配 – 托盘闭环回流方案,在多数改造场景里交出了不错的答卷。

二、输送方案设计亮点
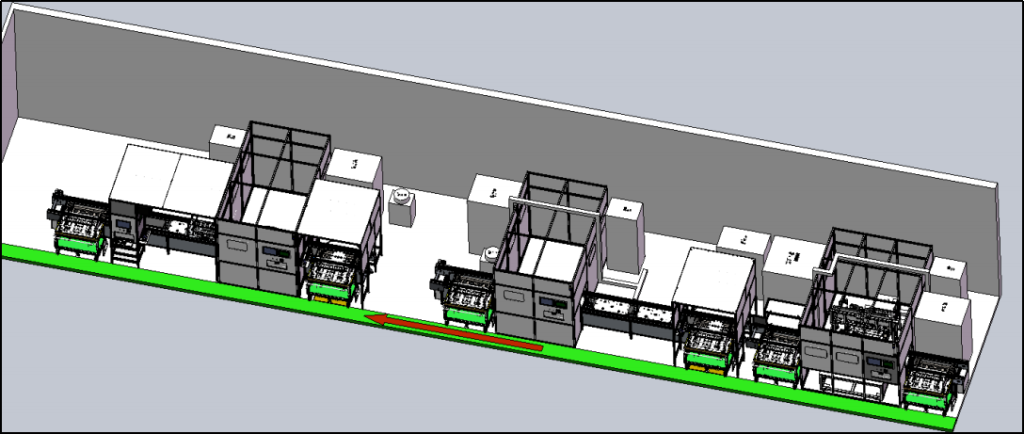
整套方案最亮眼的设计,便是上下双层闭环结构。
上层空间留给零部件上料、组装、高温固化全流程,依靠适配工况的倍速链输送线完成工件有序流转;下层专门用来做空托盘自动回流,从原料上线到空盘折返,整条生产链路连贯顺畅。依托全品类模块化产品设计,设备大多由标准配件拼装而成,售价相比进口品牌低三成以上,中小型汽配工厂的改造成本压力,能得到很大缓解。
三、核心配置都有哪些?
支撑整套产线稳定运转的,是三套经过市场反复验证的核心配置。
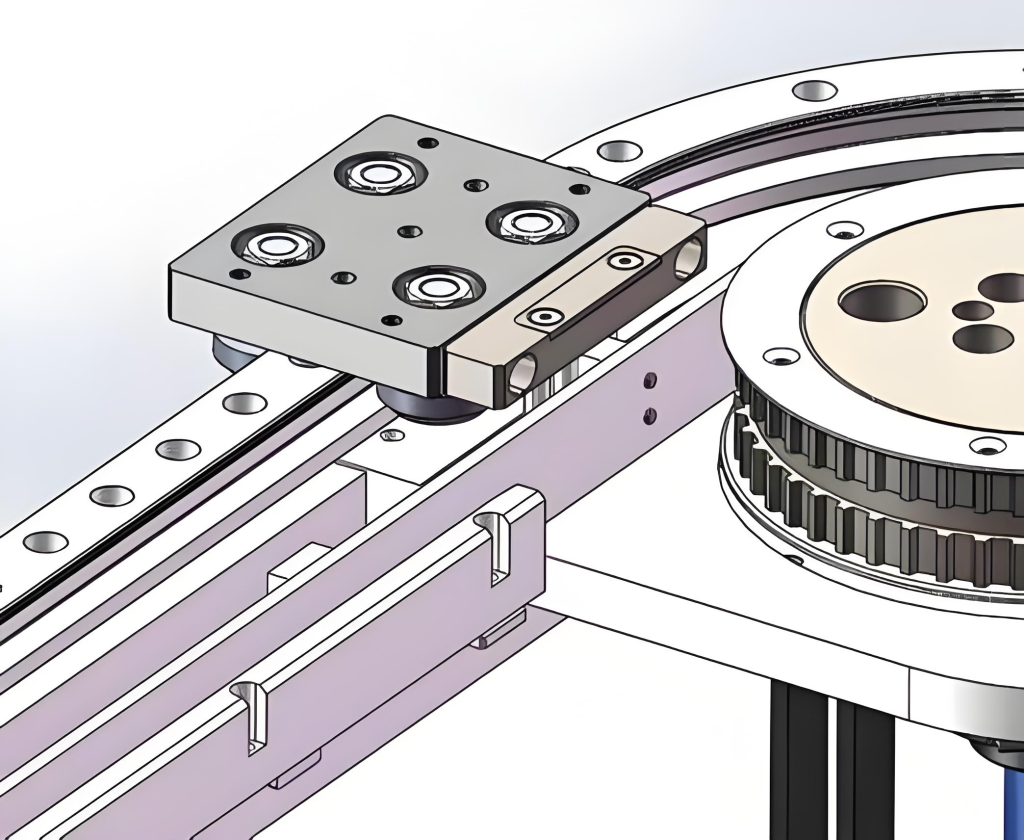
自动抓取旋转单元,多数工况下可承载百公斤级重型零部件,顶升定位误差往往控制在±0.05mm左右,从根源减少大件装配错位、卡滞的问题;
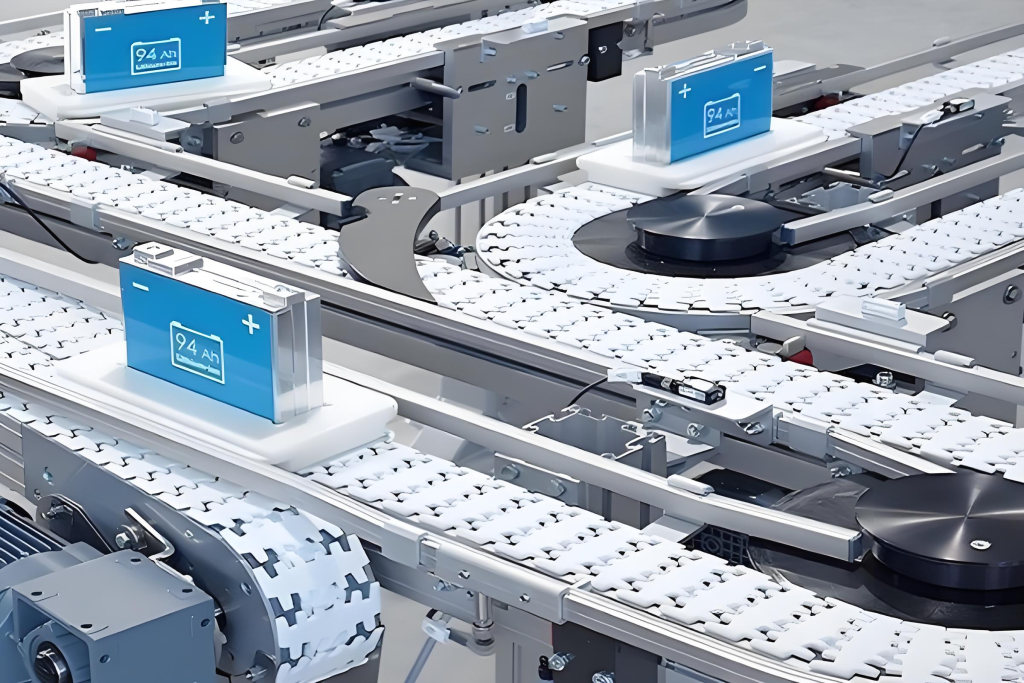
作为整条产线的核心,玮创配齐AC2、AC2L、AC2/H、AC4/H多款标准化倍速链输送线,承载能力从300kg跨度至 2500kg,重载 PACK 线、轻型电机装配线都能按需选配,还可加装防护盖板,避免细小零件掉落卡链。
耐高温定制链条,能从容适配零部件8至20分钟的高温炉加工,在伺服定位加持下,工位停靠精度可达±0.1mm,多数产品换型耗时基本能控制在20分钟以内。托盘回流系统搭配PLC智能调速与液压升降组件,上下层转运基本不会出现卡堵,空托盘周转效率得到大幅提升。

四、行业应用效果展示
落实到日常生产,整套工序也做了大幅度精简。
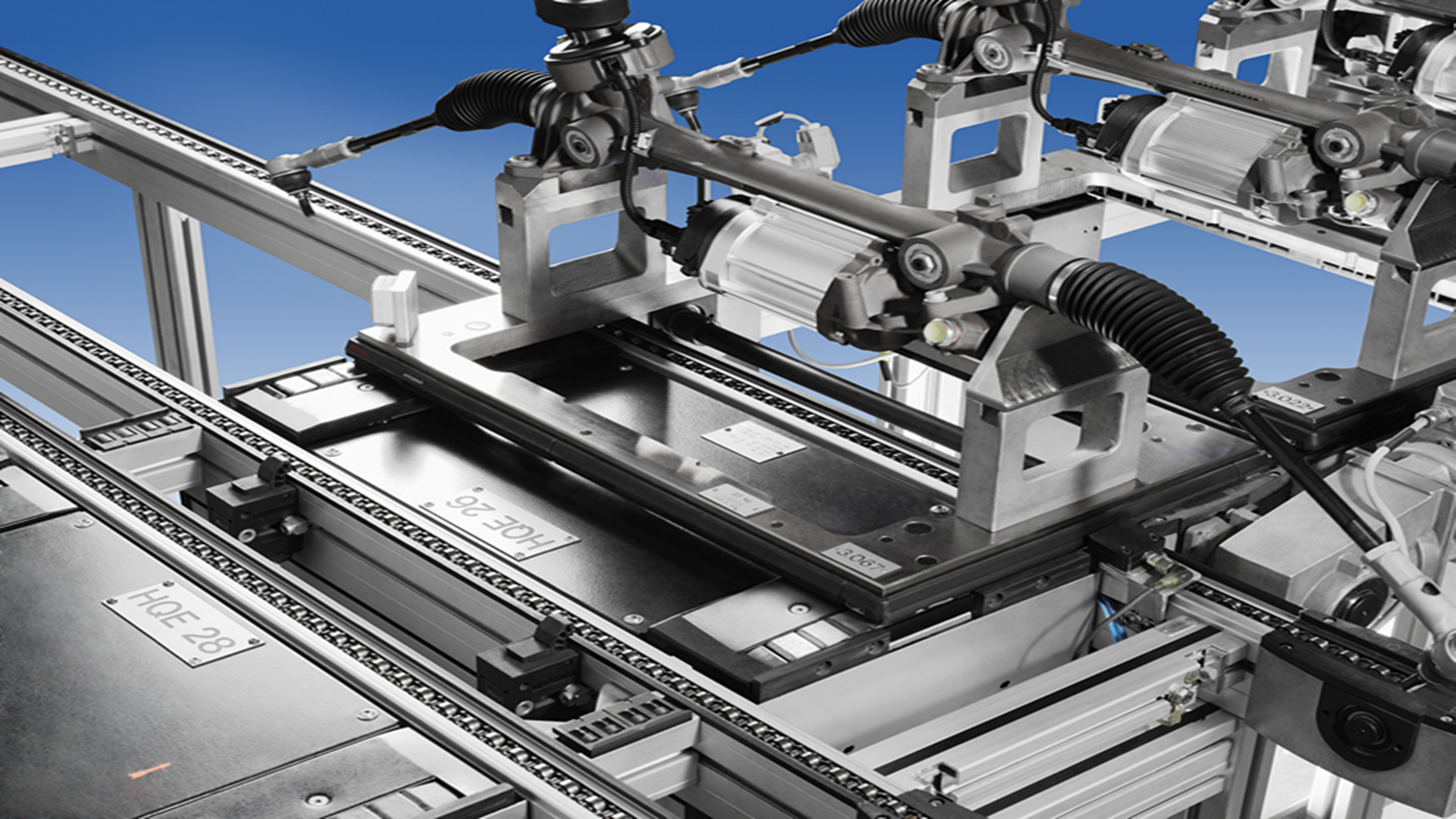
机械臂自动抓取工件、校准位置后平稳落至托盘;倍速链带着物料按既定节奏前行,精准停靠在各个装配工位,操作工对照电子作业指导完成锁附、灌胶等工序;等到成品下线,空托盘顺着提升机下沉至下层回流线,自主回到上料起点循环使用,原本重复枯燥的人工搬盘工作,也就随之省去。
从比亚迪、法雷奥、亿纬锂能等合作厂家的现场实测来看,改造后的提升效果实实在在。设备稼动率大多稳定在90%上下,单件装配工时平均缩减三成;模块化结构支持多型号混线生产,后期迭代改线的花销很低;双层布局能省下近一半车间占地,哪怕是户型不规则的老旧厂房,也能灵活落地。多余的搬运岗位得到优化,人工成本与操作失误,在一定程度上有所下降。



总结
产线改造从来不是单纯换掉老旧设备,本质是生产模式的优化重构。依托标准化产品线搭配24小时售后响应,玮创在落地项目里,帮众多汽配厂家实现了产能上涨、生产成本可控的核心目标。如果你的车间,正困在产能不足、换产麻烦、场地紧张的难题里,这套经过大量一线项目打磨的倍速链改造方案,或许就是破局的优质选择。