当下工业生产、仓储物流行业加速向自动化、智能化转型,提效降本成为各大企业运营的核心目标。托盘自动化输送作为串联各生产、仓储工序的关键环节,早已得到普及应用。但市面上输送设备品类繁杂,不少企业都会产生疑问:一味追求自动化的当下,究竟哪类输送线设备才能贴合实际生产需求,真正实现效率提升?今天我们就结合设备特性与应用场景,逐一解析主流的托盘输送系统。

一、托盘输送线核心优势与适用场景
托盘输送线是自动化作业的基础设备,整体结构简单且运行稳固,采用标准化模块化设计,独立部件组装便捷,后期检修、维护也十分方便。该设备定位精度可达±0.05mm,输送承载能力优异,不同规格的托盘还可灵活搭配使用,能够满足多样化的自动化生产需求。
目前托盘输送线广泛落地于工厂自动化、汽车零部件、家电电子、新能源等行业,也是自动化仓库中衔接出入库、物料流转的核心组成部分。一套完善的托盘自动化输送系统,可集成物料输送、尺寸检测、称重、自动识别等多项功能,让各工序衔接更紧密,从源头提升整体作业效率。

二、主流托盘自动化输送系统分类
随着生产技术不断升级,托盘自动化输送系统也在持续迭代。结合场地面积、建设成本、生产工况等因素,目前主流系统主要分为四大类型,各有适配场景。
01 往复穿梭车模式
往复穿梭车属于有轨物料搬运设备,穿梭车沿着托盘下方的固定轨道往复运行,将带货物的托盘转运至指定位置或接驳设备。该模式可完成多巷道立体库内托盘的横向、纵向输送,适配多库区联动的自动化转运场景,作业连贯性较强。

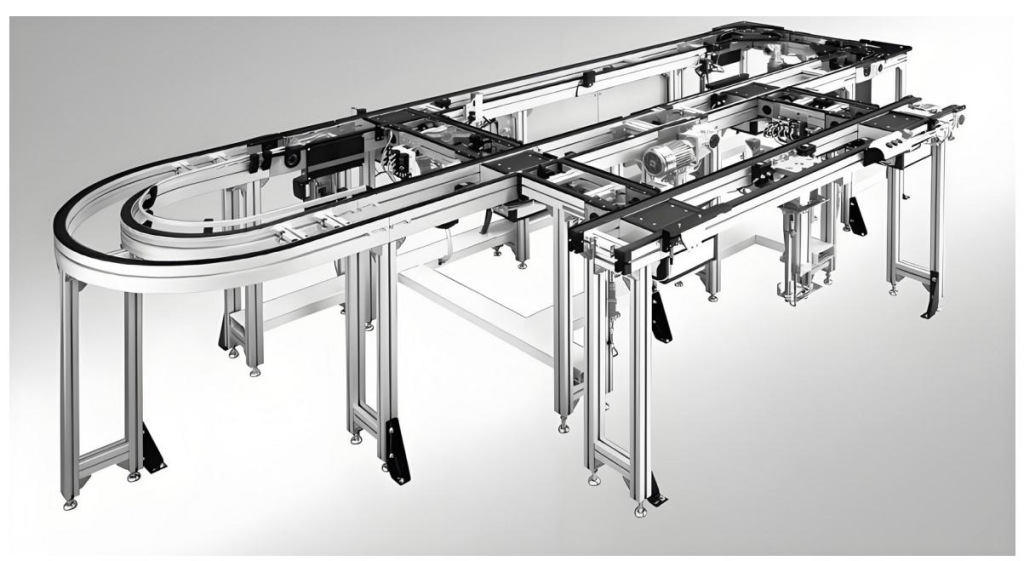
02 输送线模式
这是应用最为广泛的一类模式,整套系统由多种自动化输送线体组合搭建而成,包含同步带输送线、平皮带输送线、倍速链输送线、滚筒输送线、平顶链输送线等,还可搭配弯道机构、提升机、顶升横移等模块化配件,拓展使用功能。
该模式可实现连续不间断输送,输送线自带物料缓存能力,不会因空载出现作业中断;单段线体可按需加长,多段组合还能搭建长距离输送线路,便于统一编程管控。企业可根据托盘负载、输送距离灵活选型,轻载短距离优先选用同步带输送线,重载工况则搭配倍速链、滚筒输送线,适配性极强。

03 环形穿梭车模式
环形穿梭车是往复穿梭车的升级版本,设备轨道呈环形布局,可支持多台穿梭车循环运行,持续完成托盘输送工作。该模式多用于密集型立体仓库、智能分拣线、全自动化工厂,能在实现货物高密度存储的同时,配合堆垛机、高位叉车等设备完成全流程自动化作业,有效提升仓库空间利用率。

04 AGV模式
AGV 模式属于高柔性输送方案,依靠自动导引设备完成托盘转运。其作业区域无需铺设固定轨道,行驶路径可根据生产需求灵活调整,不受场地、空间限制,且定位精度高、自动驾驶稳定性好,适合布局灵活、工况多变的柔性生产车间。

综合来看,不存在全能型的输送设备,只有贴合自身工况的合适选择。企业想要借助输送线设备实现真正的提效,需要结合场地条件、货物负载、生产节拍与成本预算综合选型。
未来,自动化托盘输送系统还会不断向集成化、智能化升级,推动物流、生产全链路实现一体化智能运作。选对适配的输送线设备,才能让自动化落地见效,真正帮助企业稳步实现降本增效。