走进如今的锂电池生产车间,扩产、提效几乎是所有工厂的共同目标。可不少从业者都会发现,哪怕整条产线自动化水平已经很高,物料输送环节依旧是容易拖后腿的地方。锂电生产环环相扣,从极片制备、电芯装配,再到模组与PACK集成,每一道工序对输送的精度、洁净度都有着严苛要求。传统输送设备,大多已经跟不上当下的量产节奏。在这样的行业现状下,模块化托盘输送渐渐成为锂电智造的主流选择。深耕自动化输送领域多年的玮创自动化,凭借成熟的托盘输送系统,精准解决了一线生产中各类输送难题。

一、锂电产线里,输送环节的常见困扰
相信不少现场工程师都有同感,沿用传统输送模式的产线,总会冒出各式各样的小问题。
锂电行业多数老旧线体运行时,往往会出现工位积料、托盘卡滞的情况。一旦工序衔接中断,整条产线的运转效率都会大打折扣。锂电生产基本都在千级、万级洁净车间内开展,普通设备运转扬起的粉尘,一定程度上会附着在极片、电芯表面。这不仅会影响电池使用性能,严重时还会触发微短路,无形中拉低了产品良品率。
还有不少厂房的输送线路规划比较粗放,动线迂回冗长,既浪费了车间空间,也增加了人工转运的工作量。更让人头疼的是,这类设备稳定性参差不齐,非计划停机时有发生。人工进场检修,不仅耽误生产进度,还容易带入异物,很难保障整线生产的品质一致性。

二、玮创模块化输送:贴合现场的落地方案
面对这些行业普遍存在的痛点,玮创依托成熟的模块化设计,给出了适配性极强的解决方案。简单讲,这套托盘输送系统最大的优势就是灵活高效。一般情况下,一天就能完成整线布局规划,两到四周便可完成设备交付,项目落地效率很高。
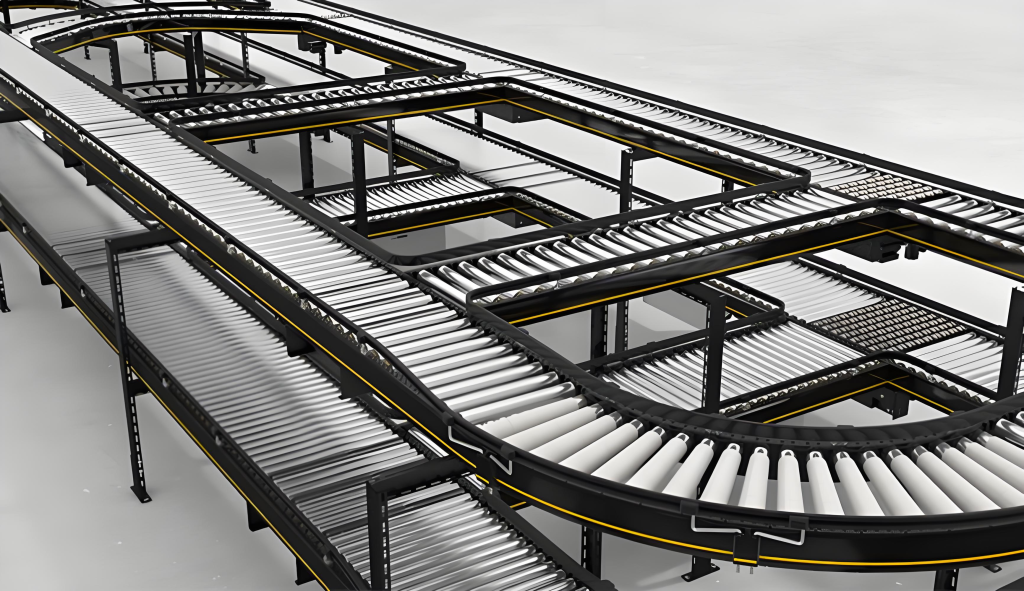
我们可以根据不同工序自由搭配线体:像电池模组、储能 PACK 这类重载场景,积放式滚子链就十分适配,承载能力扎实;电芯组装、极片转运等对环境要求高的工位,平皮带、同步带线更为合适,运行低尘又安静。再搭配顶升定位、90°/180°弯道、升降提升机等标准单元,产线布局就能灵活多变。系统定位精度可达±0.05mm,完全能满足机器人上下料、视觉定位等精密作业,直线、U型、多层立体等主流车间布局,都能轻松适配。



三、实打实的优势,兼顾效率与成本
聊完硬件配置,再看看这套系统能为工厂带来哪些实际价值。
玮创配备42种标准规格托盘,单托盘最大负载可达240kg。市面上主流的圆柱、方形、软包电芯,基本上都能兼容,覆盖锂电全生产流程,产品换型也十分便捷。设备耐用性也经过了市场验证,多数工况下可连续稳定运行三年以上,完美匹配锂电工厂7×24小时不间断的生产模式。封闭式结构从源头抑制粉尘产生,也完全符合洁净车间的管控标准。
整套系统还能与机械手、在线检测设备无缝联动,实现全流程无人化物料流转。对比进口同类产品,它的价格要低三成以上。标准化的模块设计,不仅日常检修简单,后期产线改造、产能扩容也十分省心。再加上24小时响应的售后服务,能够最大程度降低停机带来的损失。
四、落地案例:走进头部锂电工厂
凭借靠谱的技术与项目经验,玮创早已服务于宁德时代、比亚迪、亿纬锂能、欣旺达等行业头部企业,落地了多个标杆项目。
全自动电芯组装线,单线最高产能可达50PPM;重载模组线采用300kg级托盘,可同步完成产品组装与在线检测;储能PACK测试线搭载450kg重载托盘,依靠21个协同工位,一站式完成全项测试作业。

五、关于玮创自动化
东莞市玮创自动化厂区占地25000㎡,现有员工两百余人,年销售额突破两亿元。公司长期与西门子、基恩士、费斯托等国际知名元器件品牌深度合作,产品销售网络覆盖全球多地。自2012年深耕输送领域以来,企业始终以品质、交付与服务为核心,持续为新能源、汽车零部件等行业提供一体化解决方案。锂电行业仍在不断向前发展,输送系统作为产线的“血脉”,作用始终至关重要。玮创托盘输送系统立足一线生产需求,用成熟技术帮助工厂降本提效。未来,我们也将继续打磨产品,和行业伙伴一同深耕新能源智能制造领域。