
电芯从叠片到包装,需要途经多个工位。不同阶段的电芯状态不同,对输送线的要求也不一样。下面把不同状态下的电芯分别会用到哪种输送方式给大家一一说明,方便大家对比选择。

One,裸电芯:叠片机出口
刚叠好的电芯没有外壳,表面容易划伤,也怕粉尘。
• 输送方案:doubled speed chain+专用夹具
优点:速度快、载重大、长距离也稳,链型材上装挡停或感应器都很方便,后期维护简单。
缺点:链条和导轨摩擦会掉粉。

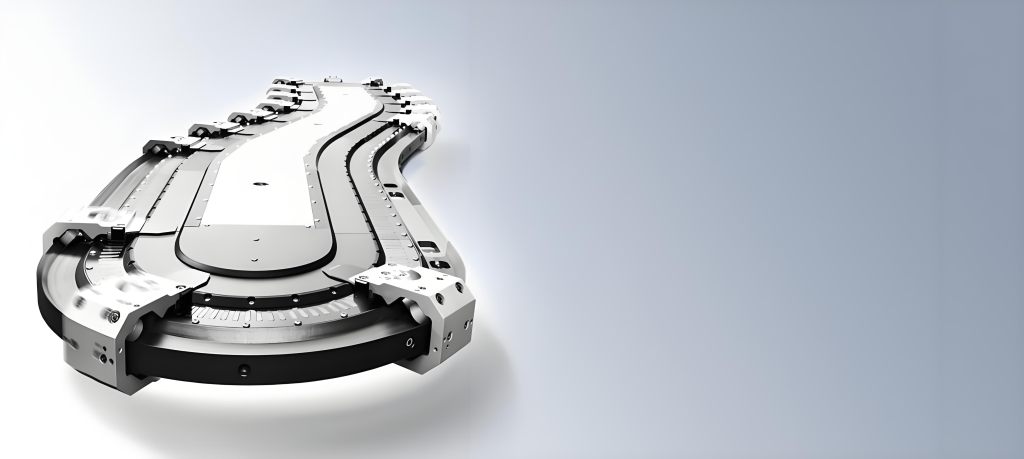
• 升级做法:磁悬浮输送线
优点:无接触、无粉尘。
缺点:价格是倍速链的数倍,后期备件少。
选择思路:产量高、预算足,可上磁悬浮;一般产线,倍速链加封闭罩也能把粉尘降下来。
Two,焊接工位:需要对准
电芯进入焊接机后,每个焊点位置要求±0.1 mm以内。
输送方案:步进式输送
• 结构:伺服电机+拨叉循环机构。
• 动作:每走一步,电芯被精准推入焊接夹具,夹具再完成压紧和定位。
• 好处:重复精度高,机械磨损小,换型时只需改程序。
注意:焊接夹具本身要有定位销或基准面,确保电芯放下去就能对正,单靠输送线无法完全解决精度问题。
Three,焊接完成到包装:等间距搬运
焊接后电芯需匀速前进,方便机械手抓取。
输送方案:伺服电机+同步带
• 同步带齿距固定,电芯托盘装上去后,间距一致,机械手不用每次重新找位置。
• 速度可调,和前后工位节拍匹配简单。
• 成本低,皮带脏了直接更换即可。
包装段同理,只要保证托盘不跑偏,整条线就能稳定运行。

补充两点经验
A. 换线时间:倍速链和synchronous belt换型最快,只需调整挡停或程序;磁悬浮换型也快,但需厂家技术支持。
B. 粉尘控制:doubled speed chain可加透明罩+负压抽风,实测能把粉尘降到磁悬浮同一水平,投入仅为磁悬浮的十分之一。

summaries
裸电芯阶段优先考虑“安全+成本”,中段焊接强调“精度+稳定”,后段搬运看重“节拍+易维护”。根据预算和产能,把三段输送方式组合好,就能让电芯顺畅走完整个流程,减少停机,让产能保持在目标值。















